At C & T Tool, we are committed to providing innovative solutions for a range of applications. Below you will find a cross-section of recently completed projects:
Automated Projects
Expanding Arbor:
This was a rebuild of an existing expanding arbor that is used to clamp the ID of rotor laminations. The new expanding arbor was designed to clamp on two different sizes of rotors with inter-changeable plates for the different ID’s.
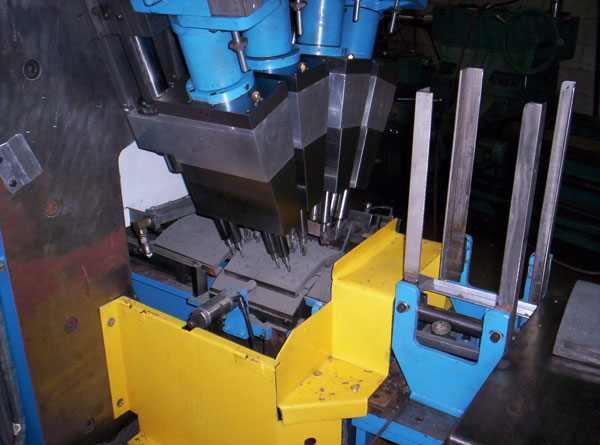
Drilling Machine:
This fully automated machine is designed to counter bore 12 holes in a brake pad automatically. It can load up to 25 break pads in the loading deck, after that they are automatically loaded into the drilling area where the holes are drilled and then it is shuffled out the back of the machine where they are then unloaded.
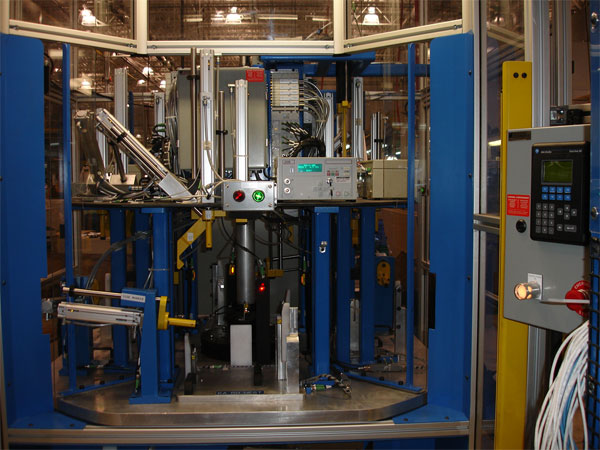
Leak Test Station:
The leak test station was designed to automatically do a leak test on 2 left hand and right hand assemblies. It is a 4 station rotary table that has a separate nest for each headlight. There are 6 cylinders that come down on each station to seal up the light housing openings, it then proceeds to station 2 where the leak test starts and continues on all the way until station 4, where the data is calculated and determined whether it has passed. There are two cylinders at station 4 where there mark the part whether is passed or failed. The part is then indexed to the first station where it is unloaded and replaced by a new part.
Weldment Projects
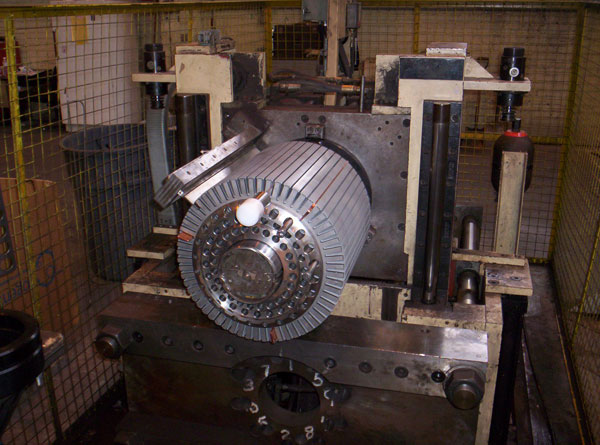
Roller Table:
This table allows an operator to rotate a 6000lb rotor around 360 degrees by hand and then stop it where ever they want so they can sand blast the motor properly.

Roll Bake:
Designed to clamp the 5000 lb motor frame and stator assembly in the center of the fixture and balance it concentrically. A swing arm swings out and allows the motor frame to be dropped into the fixture; it is then swung back and pinned in place thus locking the motor in the roll bake fixture. It is then moved into a 500 degrees oven and the resin is baked onto the motor frame.

Assembly Cart:
This cart was designed to hold the landing gear on the movable table with the ability to swivel 360 deg and pivot to the upright position to allow the operators to load it into a test area.
